

中华人民共和国国家标准
钛及钛合金饼和环
Titanium and titanium alloy disc and ring
GB/T 16598-1996 代替 GBn 194-83
1、主题内容与适用范围
本标准规定了钛及钛合金饼、环境卫生其他锻件(坯)的分类、技术要求、试验方法、检验规则及标 志、包装、运输和贮存。
本标准适用于热锻和热轧的钛及钛合金饼、环和其他锻件(坯)。
本标准适用于一般工业用途的钛及钛合金锻(轧)件(坯)。
2、引用标准
GB228 金属拉伸试验方法
GB/T 3620.1 钛及钛合金牌号和化学成分
GB/T 3620.2 钛及钛合金加工产品化学成分及成分允许偏差
GB 4338 金属材料 高温拉伸试验方法
GB 4698 海绵钛、钛及钛合金化学分析方法
GB 5168 两相钛合金高、低倍组织检验方法
GB 5193 钛及钛合金加工产品超声波探伤方法
GB 6397 金属拉伸试样
GB 8180 钛及钛合金加工产品的包装、标志、运输和贮存
3、产品分类
3.1 牌号、状态、规格
产品的牌号、状态和规格应符合表 1 的规定。
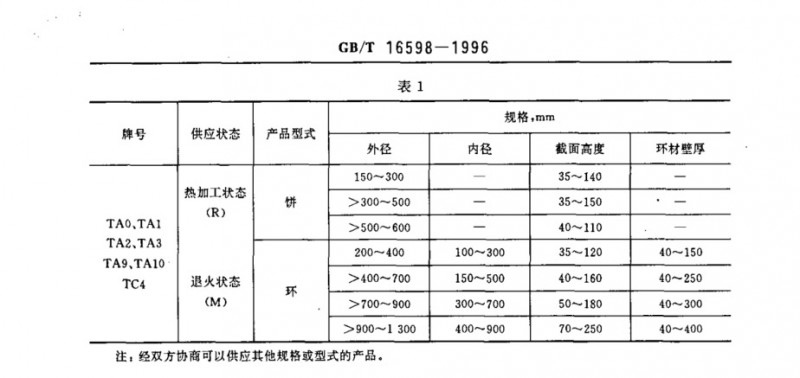
注:经双方协商可以供应其他规格或型式的产品。
3.2 标记示例
3.2.1 用TA2 制造的、退火状态的、直径为 400mm、截面高度为 100mm 的饼材标记为:
饼 TA2Mφ400×100 GB/T16598
3.2.2 用 TC4 制造的、热加工状态的、外径为 600mm、内径为 500mm、截面高度为 150mm的环材标记为:
环 TC4R φ600/φ500×150 GB/T16598
4、技术要求
4.1 化学成分
产品的化学成分应符合 GB/T 3620.1 相应牌号的规定。 需复验时, 化学成分允许偏差应符合 GB/T3620.2的规定。
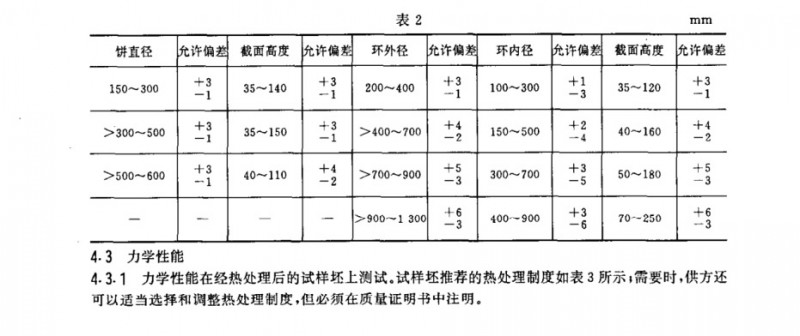
4.2 尺寸允许偏差
产品的尺寸允许偏差应符合表2的规定。

4.3.3 表4所列规格以外的产品,需方要求测定室温力学性能时,指标应经双方协商并在合同中注明。
4.3.4 需方要求测定TC4产品高温力学性能时,其试验温度及性能指标应经双方协商并在合同中注明。
4.4 超声检验
产品应进行两个端面(当环材壁厚小于 40mm 时或环材截面高度与壁厚之比不小于4时为外圆周面)的超声波探伤检验,并应符合GB5193的规定,其验收级别如表5所示。

4.5 低倍检验
产品的低倍检验组织不应有裂纹、折叠、气孔、金属或非夹杂、影响使用的偏析及其他肉眼可见的冶金缺陷。
4.6 显微组织
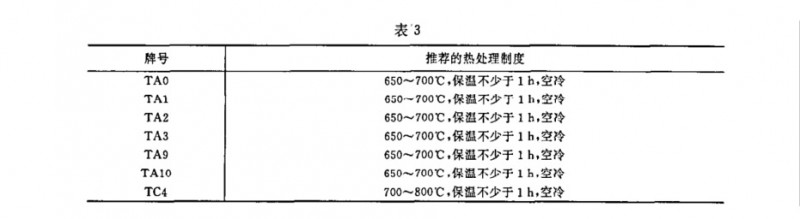
需方要求在合同中注明时,供方方可检验TC4产品的显微组织。经表3规定的热处理后,TC4产品的显微组织应是两相区加工产生的组织,无完整的原始的β晶界。
4.7 表面质量
4.7.1 产品表面应车光、倒角。 两个端面的表面粗糙度Ra值应不大于3.2μm (以满足超声检验要求为准),内、外侧面的表面粗糙度Ra应不大于12.5μm (外圆周面需进行超声探伤时Ra应不大于3.2μm), 倒角半径为 5-15mm。 4.7.2 产品表面不应有裂纹、折叠、重皮等肉眼可见的缺陷。
4.7.3 表面局部缺陷允许用修磨的方法清除,清理深度不超过其尺寸公差,并应保证其最小允许尺寸。清理深度与宽度之比在两端表面应不大于1:6 在内,外面应不大于1:10。外侧面修磨应顺轴向进行。
5、试验方法
5.1 化学成分仲裁分析方法按GB 4698进行。
5.2 室温拉伸试验方法按GB 228进行。室温拉伸试验应符合GB 6397中的试样 R7。
5.3 高温拉伸试验方法按 GB 4338进行。
5.4 超声波检验方法按GB 5193进行。
5.5 低倍和显微组织的检验按GB 5168进行。
5.6 尺寸检验用相应精度的量具进行。
5.7 表面质量用目视检验。表面粗糙用标块对比法进行检验。
6、检验规则
6.1 检查和验收
6.1.1 产品应由供方技术监督部门进行检验,保证产品质量符合本标准的规定,并填写质量证明书。
6.1.2 需方对收的产品可按本标准的规定进行验收。如检验结果与本标准规定不符时,应在收到产品之日起三个月内向供方提出,由供需双方协商解决。
6.2 组批
产品应成批提交验收。每批应由同一牌号、熔炼炉号、制造方法、规格和状态的产品组成。
6.3 检验项目
每批产品均应进行化学成分、力学性能、超声波探伤、低倍、外形尺寸和表面质量的检验。
6.4 取样位置和取样数量
6.4.1 化学成分的取样
每批产品在任意一件成品上取样进行氢含量的分析,其他成分供方以原铸锭的分析结果报出,需方复验均在产品上取样。
6.4.2 外形尺寸和表面质量的检查
产品应逐个进行尺寸测量和表面质量的检查。
6.4.3 力学性能的取样
6.4.3.1 每批产品任取一件剖成两半或在任一件上截取并解剖试样环,供方在其中一半之内每个测试项目 各取2个弦向试样,另一半交需方做复验用,并计入交货重量。
6.4.3.2 当用同一铸锭采用相近工艺同时生产几种规格相近的产品时, 可以用最大规格产品的检验结果(包括力学性能和组织)代表其他几种规格。
6.4.3.3 供方或需方对取样另有要求时,应经双方协商并在合同或产品图样上注明。
6.4.4 超声检验
产品应逐件进行超声波探伤检验。
6.4.5 低倍和显微组织的取样
将6.4.3 的试件通过圆心沿轴向剖开,低倍和显微组织各取一个试样检验其剖面。
6.5 重复实验
在化学成分、力学性能的各项试验中,如果有一个试样的试验结果不合格,则从原试验件上再取双倍 试样进行该不合格项目的复验。若复验结果仍有一个试验不合格时,则该批产品为不合格。
允许供方对产 品进行一次重新处理,重新检验合格后交货。
7、标志、包装、运输、贮存
7.1 产品标志
在已检验的每件产品上应作如下标志:
a.牌号;
b.熔炼炉号。
7.2 包装、包装标志、运输和贮存
产品的包装、包装标志、运输和贮存应符合 GB 8180 的规定。
7.3 质量证明书
每批产品应附有质量证明书,注明:
a.供方名称、地址;
b.产品名称;
c.产品牌号、规格和状态;
d.熔炼炉号、批号、批重和件数;
e.所规定的各项分析检验结果及技术监督部门印记; f.本标准编号;
g.包装日期。

